
















 官方微信:日成最新资讯
官方微信:日成最新资讯 移动官网
移动官网
 官方商城
官方商城
本项目主要讲解数控电火花慢走丝线切割机床操作面板上各个按键的功用,使学生掌握数控电火花慢走丝线切割机床的调整及加工前的准备工作以及程序输入及修改方法。最后以一个具体零件为例,讲解了数控电火花慢走丝线切割机床加工零件的基本操作过程,使学生对数控电火花慢走丝线切割机床的操作有一个清楚的认识。
项目一 机床操作面板及其功能应用
数控电火花慢走丝线切割机床的操作面板也包括控制面板和手控盒面板,与快走丝线切割机床大同小异。但因电极丝单向运行,无储丝筒,不再设储丝筒操作面板。
项目二 开机
开机步骤如下:
1、合上总电源开关。
2、按下控制面板上的按钮,启动数控系统及机床。
项目三 电极丝安装
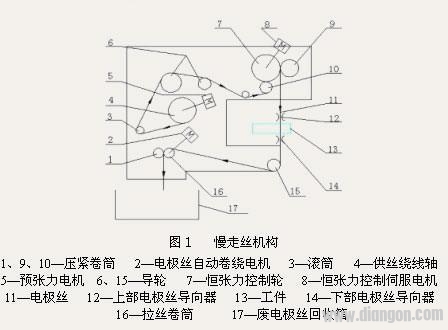
参见 图 1 所示穿丝路线,牵引 供丝绕线轴上成卷电极丝的丝头依次穿过压紧卷筒、滚筒、导轮、恒张力控制轮、上部电极丝导向器、工件、下部电极丝导向器至拉丝卷筒。在一定范围内调节好伺服电机恒张力控制装置,使电极丝保持一定的张力,稳定地运行。
慢走丝电火花线切割加工时可以采用距离密着加工,即使上部导向器与工件的距离尽量靠近(约 0.05 ~ 0.10mm ),避免因距离较远而使电极丝振幅过大影响工件加工质量。
电极丝安装完毕后,需校正其垂直度,校正方法与快走丝电火花线切割加工相同。
项目四 工件安装
在快走丝线切割机床上采用的桥式夹具、电极丝垂直度检具、回转工作台、数控转台等机床附件、工具,同样可以在慢走丝线切割机床上应用。
近年推出的线切割基准装夹系统采用了通用的装夹夹具和找正工具,只需极简单的操作,就可快速准确地完成工件的找正和装夹,广泛用于慢走丝线切割机床上,如图 2 所示。

项目五 程序输入
按机床操作说明书的要求,通过在不同操作模块间的切换,用键盘输入加工程序或直接调用已有程序并装入内存,完成生成工件切割的程序操作。执行程序前,先将程序模拟运行一遍,以检验程序的运行状况,以免实际加工后造成不良的后果。然后按 ENT 键即可执行所输入的程序,加工零件。
项目六 程序运行
慢走丝线切割时应采用少量、多次切割方式。缘于减少线切割加工时工件材料的变形可以有效提高工件 加工精度及改善表面质量,因而在粗加工或半精加工时可留一定余量,以补偿材料因原应力平衡状态被破坏所产生的变形和最后一次精加工时所需的加工余量,当最后精加工时即可获得较为满意的加工效果。
项目七 零件检测
加工结束,卸下零件,检测有关加工参数。
项目八 关机
关机步骤如下:
1、将工作台移至各轴中间位置;
2、按下红色急停按钮;
3、扳下电源主开关,关闭电源;
4、断开外接线路。

